 纳狮新材料有限公司-真空镀膜技术与设备研发
纳狮新材料有限公司-真空镀膜技术与设备研发Array
刀具涂层钝化价值
最新动态 涂层技术与真空镀膜机 2722
刀具涂层钝化价值
通过对刀具进行去毛刺,平整,抛光的处理,从而显著提高刀具质量和延长使用寿命。
卓越的刀具涂层解决方案
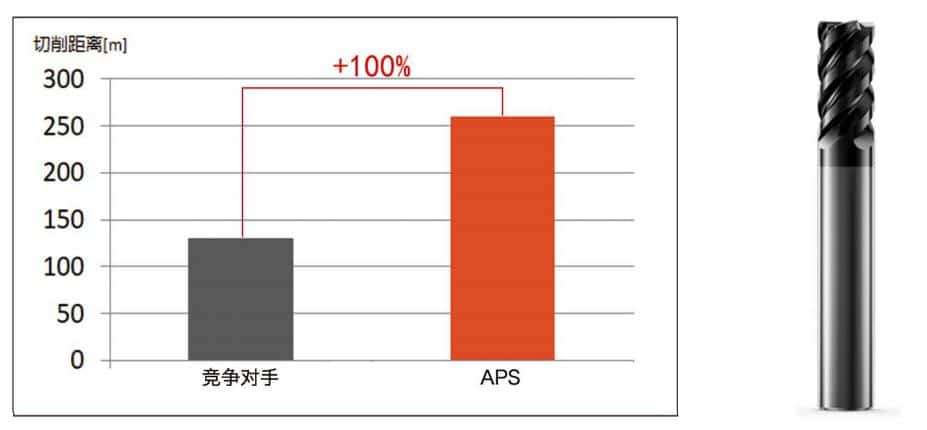
1 大幅提升涂层的牢固性和使用寿命
经砂轮磨后的刀具刃口,存在不同程度的微观缺口(即微小崩刃与锯口)。在切削过程中刀具刃口微观缺口极易扩展,加快刀具磨损和损坏。刀具钝化处理,可有效去除刃口的毛刺和缺陷,提升R角处的涂层结合力,从而提高刀具的寿命。
2 对凹槽抛光提高刀具的加工速度,及加工工件的数量
涂层前置处理对刀具凹槽均匀的抛光,降低其表面摩擦系数,有效改善粘屑状况,抑制积屑瘤的形成。同时也减小了刀具与加工材料咬死的危险性,减少40%的切削力,使切削更流畅。
3 形成纳米级凹陷,提高刀具加工速度和寿命
涂层后的刀具表面会产生一些微小的突出“小液滴”,提高了表面粗糙度。经过后置钝化抛光处理后,小滴被去除,同时留下了许多小孔,在切削加工时可吸附切削液,可提升刀具的润滑性和散热性,从而提升其加工速度和耐用性。
4 降低杜镀膜层应力,提高刀具表面的滑动性和涂层结合力
传统的喷砂会使DLC,铬镀层等硬质涂层膜产生剥离;纳狮去液滴抛光工艺,能有效调整涂层应力,提升涂层品质。
气流体刀具钝化技术
1 技术特点介绍
纳狮气流体钝化技术,可针对材料的不同硬度,加工轮廓,镜面要求等差异化需求,制定不同处理工艺。
2 气流体研磨抛光法
气流体抛光技术原理:
采用高密度软质合成材料,制成软质抛光介质(软质磨料),通过气流加速,软质磨料受力的水平伸长使其更容易在Vx 方向获得滑动摩擦,并发生形变获得摩擦迭加,获得抛光距离s; 软质基底的弹性特性,如下图,可获得极小的抛光压力P, 且接触压力分布均匀,而从而使塑性变形去除极其微小量Dp 成为可能,调整入射角度与速度,可以在不用任何外加润滑的清况下,获得镜面效果。
此技术的磨粒滑动划擦方式与极小的抛光压力获得的特点,是与传统干、湿式喷砂方式的本质区别。

刀具钝化应用
-
- 各类金属、陶瓷、石墨模具,冲头、导柱、滑轨、复杂零件的抛光。
- 工具刀具类刃口毛刺去除,刃口强化,提升使用寿命。
- 去除刀具涂层液滴,消除应力,减摩减磨。
- 去除研磨面缺陷或氧化层,改善各类刀具涂层附着力。
- 其它需要抛光的有功能性要求或外观要求的各类零件或产品。
-
- 医疗,制药。
挤压丝锥:涂层前去除牙顶毛刺,提升刀具涂层附着力

